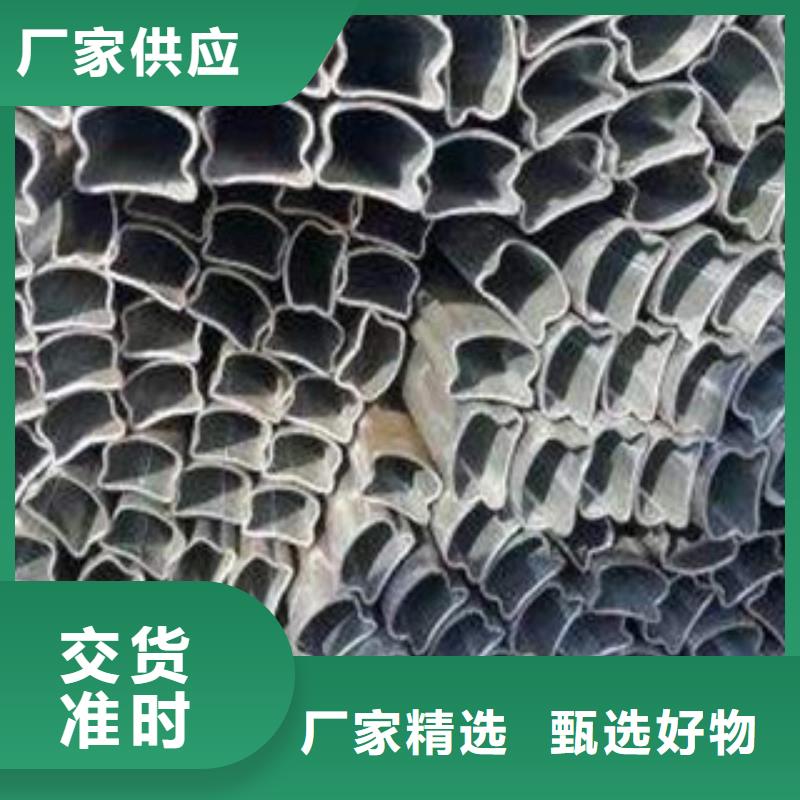
异形管品质


避免不锈钢异型管开裂的八点措施
我们在加工、焊接不锈钢异型管时,可能会遇到管材开裂等故障。要解决这些问题,我们可以采取以下八点措施:
(一)不锈钢异型管可能会因为材料清洁度不够而发生开裂,这时提高材料的清洁度。
(二)焊接部位切边不良,导致焊接部位不良,所以在切断管材时应多加注意。
(三)如果没有注意保护及助燃气体的使用,会使异型管的焊接部位氧化导致开裂,所以要保护及认真管理好气体。
(四)不锈钢材料延伸率不够造成的故障,可能通过退火正常处理解决。
(五)如果管材焊接部位存在油分、水分、灰尘等污染,我们可以去除焊接污染后设定适当的焊接速度。
(六)扩管速度快也会导致异型管发生开裂故障,所以应该适当调整扩管速度。
(七)管材加工时若是采用超过了材料成形的极限加工方式也会造成故障,所以要保持在成形极限内加工。
(八)不锈钢异型管若是存在焊接不良,会导致未焊接上的情况发生,所以要设定合适的焊接条件



热处理残余力是指管材经热处理后终残存下来的应力,对形状,尺寸和性能都有极为重要的影响。当它超过材料的屈服强度时便引起变形,超过材料的强度极限时就会造成开裂,这是它有害的一面,应当减少和。但在一定条件下控制应力使之合理分布,就可以提高机械性能和使用寿命,变害为利。
我们在处理异型管的热处理应力时,应该注意以下六个要点:
(一)当热应力占主导地位时,应力分布为心部受拉、表面受压;当异型管的组织应力占主导地时应力分布为心部受压、表面受拉。
(二)渗碳使表层马氏体开始转变温度点下降,可导至淬火时马氏体转变顺序颠倒。心部首先发生马氏体转变而后才波及到表面,可获得表层残余压应力而提高抗疲劳强度。
(三)复合表面强化工艺可使表层残余压应力分布更合理,可明显提高异型管的疲劳强度。
(四)异型管热处理过程中产生的应力是不可避免的,而且往往是有害的。但我们可以控制热处理工艺尽量使应力分布合理,就可将其有害程度降低到 限度,甚至变有害为有利。
(五)在高淬透性钢件中易形成纵裂,在非淬透性工件中往往形成弧裂,在大型非淬透工件中容易形成横断和纵劈。
(六)渗碳后进行等温淬火可保证心部马氏体转变充分进行以后,表层组织转变才进行。使异型管获得比直接淬火更大的表层残余压应力,可进一步提高疲劳强度。


浩融金属制品厂(海北市分公司)不仅有技艺精湛的 异型无缝钢管技术人员和经验丰富的售后服务队伍。而且紧跟潮流,将互联网技术应用到公司生产经营 异型无缝钢管的各个环节中,积j i开展互联网营销,及时提供公司新 异型无缝钢管产品信息和技术服务。为用户提供完善的服务。



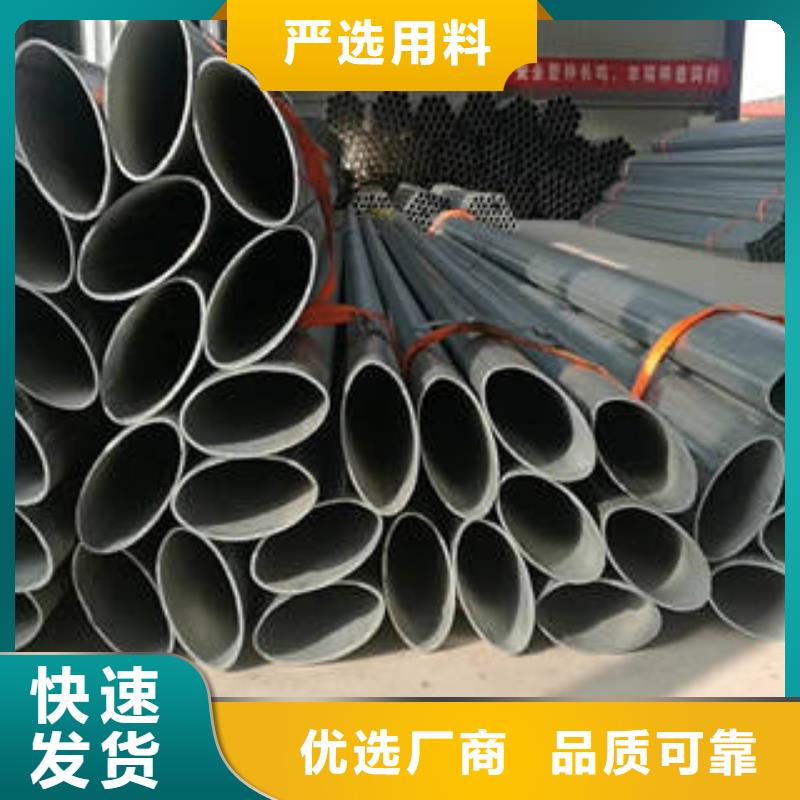
我国异型钢管行业生产技术装备水平既有世界 的无缝钢管和焊接钢管生产机组,异型钢管又有不断增加的穿孔+冷拔机组和焊接钢管热镀锌机组等。异型钢管后者生产过程涉及到废酸、废水的处理和废气排放等问题,这些机组大部分装备水平很低,环保设施不完善。异型钢管初步统计数据显示,穿孔+冷拔机组占我国无缝钢管机组总数的比例达60%左右,产量占20%左右,热镀锌机组也占有一定的比例。这些机组中相当一部分是属于须淘汰或改造的产能
(一)异型管在仓库里不得与酸、碱、盐、水泥等有侵蚀性的材料堆放在一起,不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀。
(二)遮盖物应结实耐用,防止长时间日晒雨淋而腐烂渗漏。钢管遮盖时应保证表面通风,避免水蒸气难以挥发而在表面汇集。
(三)库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房。


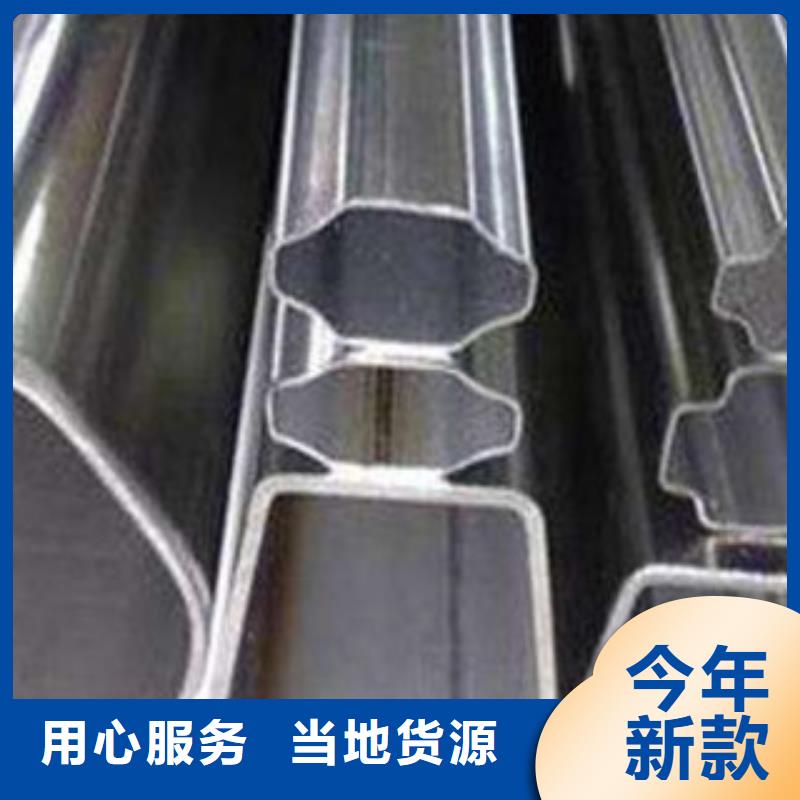
异型管波浪缺陷的七点措施
异型管在退火时可能会出现局部波浪形,表现为中间浪和边浪,少量二肋浪。这种缺陷一般与来料质量、机组炉底辊磨损程度、加热和冷却时的热应力等因素有关。我们可以采取以下措施来进行:
(一)通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。
(二)在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。
(三)为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。
(四)正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。
(五)生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。
(六)碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。
(七)保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。



- 数字化金库门承接 2025-12-25
- 新型植物油燃料配方多久可以学会河南新乡 2025-12-25
- 无缝钢管厂家直销 2025-12-25
- Q235qE钢板多少钱一吨 2025-12-25
- 复合管不锈钢生产制造厂家 2025-12-25
- -阳离子聚丙烯酰胺厂家查看) 2025-12-25
- 课桌椅骨架直角扇形管多少钱一米 2025-12-25
- 广告牌焊接4*6的镀锌装饰矩形管哪家好 2025-12-25
- 异型管批发 2025-12-25
- 资讯:【数控钢筋弯曲中心】【精选】 2025-12-25
- 聚氨酯直埋保温管热浸塑穿线管厂家价格有优势 2025-12-25
- 苹果酸金属容器衬PO 型号齐全 2025-12-25
- 落水系统-成品天沟每个细节都严格把关 2025-12-25
- DC900C直流调速器DC900C直流电机调速器实力派厂家 2025-12-25
- 巴士候车亭质量可靠 2025-12-25
产品







联系方式
